
Središnja elektroda je ugrađena u izolatorski kanal promjenjivog promjera. Glava elektrode naliježe na stožastu površinu kanala izolatora na mjestu prijelaza većeg promjera u manji. Radni dio središnje elektrode viri iz izolatora za 1,0 do 5,0 mm. Fiksiranje elektrode u kanalu izolatora i brtvljenje ove veze izvodi se staklenim brtvilom. Mješavina je specijalnog tehničkog stakla i metalnog praha. Staklo mora imati koeficijent toplinskog rastezanja jednak koeficijentu keramike. U tom slučaju, brtveni čep neće biti uništen temperaturnim promjenama tijekom rada. mogall prah (bakra ili olova) dodaje se staklu kako bi ono postalo električki vodljivo.
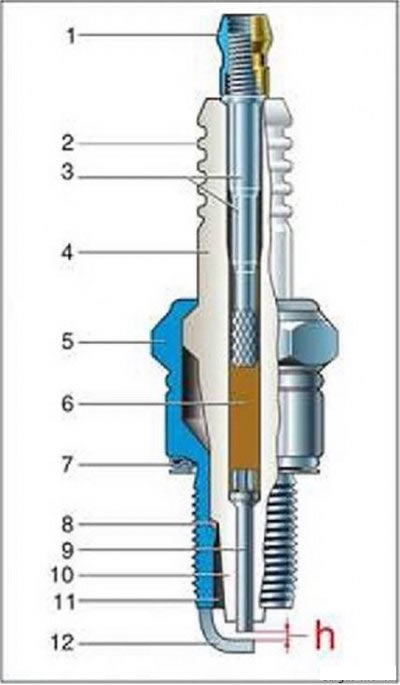
sl. 9 - Uređaj za svjećicu: 1 - kontaktna matica: 2 - rebra izolatora (barijere pačjih struja): 3 - kontaktna šipka: 4 - keramički izolator: 5 - metalno kućište, b - stakleni utikač za brtvljenje. 7 - brtveni klin: 8 - podloška hladnjaka: 9 - središnja elektroda. 10 - toplinski konus izolatora: 11 - radna komora: 12 bočna elektroda -masa-: h - iskrište
Sklop jezgre (izolatorski sklop sa središnjom elektrodom i kontaktnom šipkom) provodi se sljedećim redoslijedom. Elektroda se ugrađuje u kanal izolatora, a na vrh se izlije praškasto stakleno brtvilo ili se stavi u obliku tablete. Zatim se u kanal izolatora postavlja kontaktna glava. Prije prešanja staklena brtvila zauzimaju veći volumen nego nakon ove operacije i kontaktna šipka ne može u potpunosti ući u kanal izolatora, već strši iznad izolatora za oko trećinu duljine. Radni komad se zagrijava na temperaturu od 700-900 "Snagom i silom od nekoliko desetaka kilograma kontaktna šipka se uvodi u staklenu brtvu omekšanu pod utjecajem temperature. Istodobno se ulijeva u razmake između kanala izolatora, glave središnje elektrode i kontaktne glave. Nakon hlađenja stakleno brtvilo se stvrdne i sigurno učvrsti oba dijela u izolatorskom kanalu. Između krajeva elektrode i kontaktne glave formira se brtveni čep visine 1,5 do 7,0 mm, koji potpuno blokira izolatorski kanal od prodora plina
Ako je potrebno ugraditi električni otpor u strujni krug središnje elektrode, koristi se rezistivno stakleno brtvilo za suzbijanje elektromagnetskih smetnji. Nakon hlađenja, brtveni čep dobiva električni otpor potrebne vrijednosti.
Jezgra se ugrađuje u tijelo svijeće tako da svojom konusnom površinom dolazi u kontakt s odgovarajućom površinom unutar tijela. Između ovih površina, brtvljenje-otklanjanje topline» pak (bakra ili čelika).
Pričvršćivanje jezgre izvodi se namotavanjem ramena kućišta na remen izolatora. Brtvljenje na spoju izolator - kućište izvodi se prevrtanjem kućišta u zagrijanom stanju (termoreaktivni).
Elektroda za uzemljenje» pravokutni presjek je zavaren na kraj tijela i savijen prema središnjem. O-prsten je ugrađen na dnu kućišta s naglaskom na ravnu potpornu površinu, dizajniran za brtvljenje veze između svjećice i motora.
Na navojni dio kontaktne šipke postavlja se kontaktna matica, ako to zahtijeva konstrukcija vrha visokonaponske žice. U nekim svijećama kontaktna šipka nema glavu s navojem, odmah je utisnuta u obliku kontaktne matice.
Izolator
Da bi se osiguralo neprekinuto iskrenje, izolator mora imati potrebnu dielektričnu čvrstoću čak i pri visokim radnim temperaturama. Napon doveden na izolator tijekom rada motora jednak je probojnom naponu iskrišta. Ovaj napon raste s povećanjem tlaka i veličine raspora, a smanjuje se s porastom temperature. Na motorima s klasičnim sustavom paljenja koriste se svjećice s razmakom od 0,5-0,7 mm. Maksimalni probojni napon u ovim uvjetima ne prelazi 12-15 kV (vršna vrijednost). Na motorima s elektroničkim sustavima paljenja, instalacijski razmak iskri je 0,8-1,0 mm. Tijekom rada može se povećati na 1,3-1,5 mm (oba sustava). U ovom slučaju, probojni napon može doseći 20-25 kV.
Dizajn izolatora je relativno jednostavan - to je cilindar s aksijalnom rupom za ugradnju središnje elektrode.
u središnjem dijelu izolatora nalazi se zadebljanje, tzv."pojas" za spajanje s tijelom. Ispod pojasa je tanji cilindrični dio - -dulce-, koji prelazi u toplinski konus. Na prijelazu iz grla u toplinski konus nalazi se stožasta površina namijenjena za ugradnju između izolatora i tijela brtvene podloške koja odvodi toplinu. Iznad pojasa nalazi se -glava', a na prijelazu pojasa u glavu nalazi se rame za kotrljanje ramena tijela pri sastavljanju svijeće.
Dopuštena, uzimajući u obzir faktor sigurnosti, debljina stijenke određena je dielektričnom čvrstoćom izolacijskog materijala. Prema domaćim standardima, izolator mora izdržati ispitni napon od 18 do 22 kV (efektivna vrijednost), što je 1,4 puta veće od amplitude Duljina glave izolatora određena je površinskim naponom preklapanja i izvodi se u rasponu od 15 do 35 mm. Za većinu automobilskih svijeća ova vrijednost je oko 25 mm. Daljnje povećanje je neučinkovito i dovodi do smanjenja mehaničke čvrstoće izolatora. Kako bi se isključila mogućnost električnog sloma duž površine izolatora, njegova glava je opremljena prstenastim utorima (strujne barijere) te prekriven posebnom glazurom za zaštitu od moguće kontaminacije.
Funkciju zaštite od preklapanja površine na strani komore za izgaranje obavlja toplinski konus. Ovaj najvažniji dio izolatora, relativno malih dimenzija, podnosi navedeni napon bez površinskog preklapanja.
U početku se kao izolacijski materijal koristio obični porculan. ali je takav izolator slabo podnosio toplinske učinke i imao je malu mehaničku čvrstoću.
S povećanjem snage motora bili su potrebni pouzdaniji izolatori. nego porculan. Izolatori od liskuna koriste se dugo vremena. Međutim, pri korištenju goriva s dodatkom olova tinjac je bio uništen. Izolatori su opet bili od keramike, ali ne od porculana, već od posebno izdržljive tehničke keramike.
Najčešća i ekonomski isplativa za proizvodnju izolatora je tehnologija izostatičkog prešanja, kada se od unaprijed pripremljenih komponenti izrađuju granule potrebnog sastava i fizikalnih svojstava. Predforme izolatora prešaju se iz granula pod visokim tlakom, melju na potrebne dimenzije, uzimajući u obzir skupljanje tijekom pečenja, a zatim se jednom peku.
Suvremeni izolatori izrađeni su od konstrukcijske keramike s visokim postotkom glinice na bazi glinice. Takva keramika, koja sadrži oko 95% glinice, može izdržati temperature do 1600°C i ima visoku električnu i mehaničku čvrstoću.
Najvažnija prednost aluminijeve keramike je visoka toplinska vodljivost. Ovo značajno poboljšava toplinsku karakteristiku svijeće, budući da glavni tok topline prolazi kroz izolator, ulazeći u svijeću kroz toplinski konus i središnju elektrodu (riža. 10).
Okvir
Metalno kućište je dizajnirano za ugradnju svjećice u motor i osigurava nepropusnost veze s izolatorom. Na kraj je zavarena bočna elektroda, au izvedbama s prstenastim iskrištem tijelo izravno obavlja funkciju elektrode «mase».
Tijelo je izrađeno utiskivanjem ili tokarenjem od konstrukcijskih niskougljičnih čelika.
unutar kućišta nalazi se prstenasta izbočina konične površine. na koje se oslanja izolator. Na cilindričnom dijelu tijela izveden je prstenasti utor, tzv. termoreaktivni utor. U procesu sastavljanja svijeće, gornji dio tijela se kotrlja na izolatorski pojas. Zatim se zagrijava i taloži na preši, dok se termoreaktivni utor podvrgava plastičnoj deformaciji, a tijelo čvrsto pokriva izolator. Kao rezultat toplinskih oborina, tijelo je u napregnutom stanju, što osigurava nepropusnost svijeće tijekom cijelog radnog vijeka.
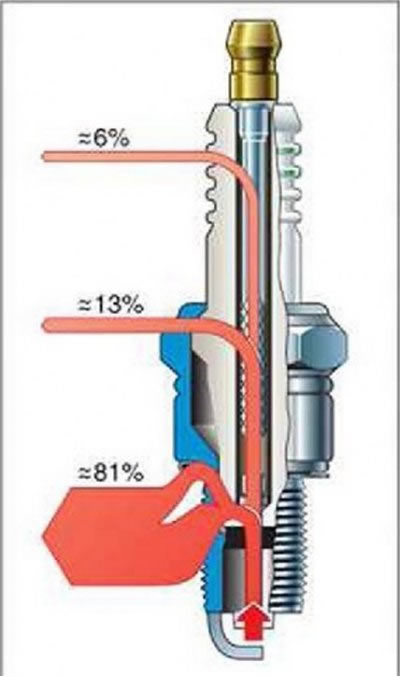
sl. 10. Toplina teče u izolatoru svijeće
Elektrode
Kao što je gore spomenuto, kako bi se poboljšala učinkovitost paljenja, elektrode svjećice trebaju biti što tanje i duže, a iskrište treba imati najveću dopuštenu vrijednost. S druge strane, da bi se osigurala trajnost, elektrode moraju biti dovoljno masivne.
Stoga je, ovisno o zahtjevima za snagu, učinkovitost goriva i toksičnost motora, s jedne strane, i zahtjevima za trajnost svjećice, s druge strane, za svaki tip motora razvijen poseban dizajn elektroda.
Pojava bimetalnih elektroda omogućila je u određenoj mjeri rješavanje ovog problema, budući da takva elektroda ima dovoljnu toplinsku vodljivost. Za razliku od uobičajenog «od jednog metala» kada radi na motoru, ima nižu temperaturu i, shodno tome, duži resurs. U slučajevima kada je potrebno povećati resurs, koriste se dvije elektrode "mase- (sl.11). Na svijećama strane proizvodnje u tu se svrhu koriste tri ili čak četiri elektrode. Domaća industrija proizvodi svijeće s takvim brojem elektroda samo za zrakoplovne i industrijske plinske motore. Treba napomenuti da s povećanjem broja elektroda otpornost na naslage ugljika opada i čišćenje od naslaga ugljika postaje teže.
Za materijal elektrode postavljaju se sljedeći zahtjevi: visoka otpornost na koroziju i eroziju: otpornost na toplinu i otpornost na kamenac: visoka toplinska vodljivost; plastičnost dovoljna za žigosanje. Trošak materijala ne bi trebao biti visok.Najrasprostranjenije u domaćoj industriji za proizvodnju središnjih elektroda svjećica su legure otporne na toplinu: željezo-krom-titan, nikal-krom-željezo i nikal-krom s različitim legurama aditiva

sl. 11. Svijeća A26DV-1 s dvije bočne elektrode «mase»
Bočna elektroda «mase» treba imati visoku toplinsku otpornost i otpornost na koroziju. Mora imati dobru zavarljivost s konvencionalnim konstrukcijskim čelikom od kojeg je izrađeno kućište, stoga se koristi legura nikal-mangan (Na primjer. NMC-5). Bočna elektroda mora imati dobru duktilnost kako bi mogla kontrolirati iskrište.
Kako bi se smanjio učinak prigušivanja elektroda, prilikom rafiniranja svijeća na elektrodama se izrađuju utori, au elektrodi se prave mase» napraviti kroz rupe. Ponekad je bočna elektroda podijeljena na dva dijela, pretvarajući svijeću s jednom elektrodom u svijeću s dvije elektrode.
Ugrađeni otpornik
Iskreće pražnjenje je izvor elektromagnetskih smetnji, uključujući radio prijem. Za njihovo suzbijanje, između središnje elektrode i kontaktne glave postavlja se otpornik s električnim otporom od 4 do 13 kOhm pri temperaturi od 25±10°C. Tijekom rada dopušteno je promijeniti vrijednost ovog otpora u rasponu od 2-50 kOhm nakon izlaganja temperaturama od -40 do +300°C i visokonaponskim impulsima.
Dodatni izolator
Čak i mali gubici energije paljenja dovode do slabljenja iskre sa svim neugodnim posljedicama: pogoršanje pokretanja, nestabilan rad u praznom hodu, gubitak snage motora, prekomjerna potrošnja goriva, povećana toksičnost ispušnih plinova itd. Ako je površina izolatora oštećena. prekriven čađom, prljavštinom ili samo vlagom, dolazi do curenja «prizemljiti». U mraku se detektira u obliku koronskog pražnjenja na površini izolatora. Propuštanje kroz kontaminiranu površinu toplinskog konusa izolatora u komori za izgaranje motora može dovesti do kvara u iskrenju. Najradikalniji način povećanja električne čvrstoće izolacije je ugradnja dodatnog izolatora u obliku keramičke čahure između tijela i kontaktne glave svijeće. Tako svijeća dobiva dvostruku zaštitu od curenja struje «prizemljiti».
Pretkomorne svijeće

sl. 12. Predkomorna svjećica
Postoje različite izvedbe uređaja za svijeće, u kojima je radna komora izrađena u obliku predkomore. Koriste se za poboljšanje izgaranja radne smjese. Predkomorne svjećice slične su svjećicama za forsirane sportske motore, gdje su elektrode za zaštitu od pregrijavanja ugrađene duboko u radnu komoru tijela. Razlika je. ta rupa. spajanje radne komore (pretkomora) s cilindrom motora napravite poseban oblik. Kada se komprimira, svježa smjesa ulazi u pretkomoru, u području vrtložnog strujanja dolazi do iskre, a formiranje primarnog mjesta paljenja postaje intenzivnije. To osigurava brzo širenje plamena u predkomori. Tlak brzo raste i izbacuje plamen koji prodire u komoru za izgaranje motora i pojačava paljenje čak i vrlo siromašne radne smjese.
Pri strujanju gorućih plinova iz pretkomore u cilindar motora, zbog turbulencije zapaljive smjese, proces izgaranja se ubrzava i postaje učinkovitiji. Ovaj. zauzvrat, može dovesti do poboljšanja pokazatelja koji karakteriziraju učinkovitost goriva i toksičnost ispušnih plinova.
Nedostaci predkomornih svijeća su veliki učinak prigušivanja elektroda, a mala otpornost na naslage ugljika. Ventilacija predkomore je otežana, a zapaljiva smjesa u njoj sadrži povećanu količinu zaostalih plinova. Pri strujanju gorućih plinova iz predkomore u cilindar dolazi do dodatnih gubitaka topline. Jedna od varijanti predkomorne svijeće prikazana je na sl. 12.