
Изделие — это готовый продукт производства данного предприятия — автозавода, авторемонтного завода, авторемонтных мастерских и т. д. Так, для автозавода ВАЗ — это автомобиль, для Минского рессорного завода — листовые рессоры, для Димитровградского автоагрегатного завода — карбюратор; для завода в г. Белебей — нормали, а для завода в г. Мичуринске — поршневые кольца.
Комплектующее изделие — это изделие предприятия-поставщика, применяемое в качестве составной части изделия, например карбюратор, подшипник и т.п.
Узел — это разъемное или неразъемное соединение составных частей изделия. Узел может включать в себя отдельные детали или подузлы и детали, например коленчатый вал с шатуном.
Деталь — это элементарная часть изделия, не имеющая разъемных и неразъемных соединений, выполненная из определенного материала с заданной точностью и прочностными характеристиками.
Рассмотрим подробно элементы детали, а именно ее поверхности. Они делятся на два основных вида:
- конструкторские базы, контактирующие с другими деталями;
- свободные поверхности, которые во время работы изделия не сопрягаются с другими деталями.
Конструкторские базы, механическая обработка которых необходима практически во всех случаях, подразделяются:
- на основные конструкторские базы (ОБ) — поверхности детали, определяющие ее положение относительно других деталей в изделии;
- вспомогательные конструкторские базы (ВБ) — поверхности детали, при помощи которых определяется положение других деталей, контактирующих с данной.
Свободные поверхности (СП ) при изготовлении и восстановлении деталей, как правило, не обрабатывают, кроме случаев, когда эти поверхности служат технологическими базами или требуется уменьшить массу и дисбаланс, улучшить коррозионную стойкость и повысить динамическую прочность детали.
Для примера на рис. 1.1 показаны элементы кривошипно-шатунного и цилиндро-поршневого механизмов. Обоснуйте, почему одни поверхности обозначены ОБ. другие — ВБ, а третьи — СП.
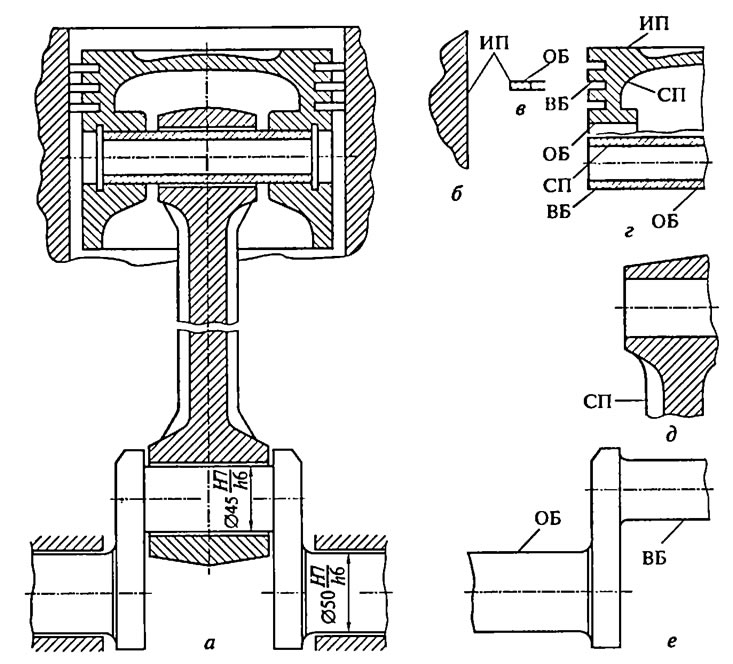
Рис. 1.1. Общий вид кривошипно-шатунного и цилиндро-поршневого механизмов двигателя внутреннего сгорания (а), часть блока цилиндров (б), поршневое кольцо (в), фрагмент цилиндра (г), шатун (б) и часть коленчатого вала (е): ОБ — основные конструкторские базы; ВБ — вспомогательные конструкторские базы; СП — свободные поверхности; ИП — исполнительные поверхности
Таким образом, очевидно, что для нормальной работы узлов и механизмов автомобиля обязательна обработка тех поверхностей детали, которые являются основными и вспомогательными базами. С этой целью применяют обработку давлением, механическую, электрогидравлическую или электрохимическую обработку и т.д. Далее мы рассмотрим, как и где осуществляются эти виды обработки, но сначала необходимо определить, что такое производственный процесс, технологический процесс, операция и т.п.
Производственным процессом называется совокупность всех действий людей и орудий производства, обеспечивающих изготовление или восстановление деталей, узлов, агрегатов и изделий. Он включает в себя все этапы производства от получения заготовок или мойки изношенных деталей, входного контроля, технического обслуживания (ТО), текущего ремонта (ТР), механической и другой обработки до окончательного контроля и сборки изделия, окраски, упаковки и складирования. Каждый этап выполняется в отдельных цехах или на участках по утвержденной технологии.
Технологическим процессом (техпроцессом) называется часть производственного процесса, включающая в себя все действия по изменению и последующему определению состояния данного предмета производства. Техпроцесс — основа производства. Он является показателем технического уровня данного производства и определяет качество продукции.
Технология — документ, в котором приведен последовательный порядок выполнения техпроцесса изготовления или восстановления.
Технологическая операция — законченная часть технологического процесса, выполняемая на одном рабочем месте и охватывающая все действия оборудования и рабочих (одного или нескольких). Операция является основой для планирования, организации и учета производства и содержит следующие элементы:
- технологический переход — законченная часть операции характеризуемая постоянством применяемого инструмента, режима обработки и поверхностей, образуемых обработкой или соединяемых при сборке;
- элементарный переход — один инструмент обрабатывает одну поверхность:
- инструментальный переход — два инструмента последовательно обрабатывают одну и ту же поверхность, например выполняются центровка и торцовка;
- блочный переход — обеспечивается одновременная обработка нескольких поверхностей детали блоком инструментов;
- позиционный переход — деталь обрабатывается одновременно тремя инструментами, например, проводится фрезерование сразу трех фланцев любой корпусной детали.
Переход может быть выполнен за один или несколько рабочих ходов (проходов).
Проход — законченная часть технологически о перехода, при осуществлении которого снимается один слой металла заданной толщины при неизменном режиме резания.
Вспомогательный переход или проход — это законченная часть соответственно операции или перехода, необходимая для их выполнения и включающая в себя установ заготовки, замену или однократное перемещение инструмента и т.п.
Операция может быть выполнена за один или несколько установов.
Установ — неизменное и закрепленное положение обрабатываемой заготовки или собираемой сборочной единицы при выполнении операции.
Позиция — каждое новое положение заготовки совместно с приспособлением при неизменном закреплении ее относительно инструмента или неподвижной части оборудования.
Запомните применяемые обозначения в технологическом процессе:
- 1) операция — римские цифры I, II и т.д.;
- 2) переход — арабские цифры 1, 2 и т.д.;
- 3) проходы не нумеруются, а указывается их общее число;
- 4) установ и позиция — буквы А, В, С и т. д.
Перечислим особенности основных видов ремонтных услуг, оказываемых авторемонтными организациями. Деятельность в этой сфере регулирует Положение о техническом обслуживании и ремонте подвижного состава автомобильного транспорта (1986 г.), согласно которому в соответствии с назначением, характером и объемом выполняемых работ ремонт подразделяется на текущий и капитальный.
Текущий ремонт осуществляется, как правило, в автотранспортных организациях и на станциях технического обслуживания преимущественно агрегатным методом путем замены неисправных агрегатов и узлов на исправные, из оборотною фонда.
Капитальный ремонт подвижного состава, агрегатов и узлов предназначен для почти полного восстановления их исправности и ресурса, в частности, за счет обеспечения коэффициента долговечности восстановленных деталей
где Двосст и Днов — долговечность восстановленных и новых деталей соответственно.
Капитальный ремонт проводится, как правило, обезличенным методом в специализированных авторемонтных организациях. Здесь выполняется полная разборка объекта ремонта, дефектация, восстановление или замена составных частей, сборка, регулировка и испытание. В капитальный ремонт автотранспорт направляется после анализа его технического состояния при наличии экономического обоснования. Так, автобусы и легковые автомобили проходят капитальный ремонт при необходимости ремонта кузова, грузовые автомобили — рамы, кабины и не менее трех агрегатов в любом сочетании; агрегаты — базовой и основных деталей с полной разборкой агрегата, а также в том случае, когда нецелесообразно восстанавливать их с помощью текущего ремонта.
Мы будем изучать капитальный ремонт за счет восстановления деталей, узлов и агрегатов. В процессе такого ремонта детали, которые не отвечают одному или нескольким техническим требованиям или у которых один или несколько размеров при эксплуатации оказались вне допустимых пределов, превращают в годные согласно чертежу на исходную деталь.
Теперь следует обратить внимание на экономическую целесообразность восстановления деталей Она обусловлена тем, что большая часть деталей выходит из строя из-за естественного износа рабочих (конструкторских базовых) поверхностей, когда теряется небольшая часть металла детали, составляющая лишь 0,1...0,3% обшей массы. При этом отсутствует необходимость обработки свободных поверхностей такой детали.