
Sekwencja wykonania
1. Zdejmij głowicę cylindrów («Głowica cylindra - demontaż i montaż»).
2. Oczyszczamy głowicę bloku z brudu i osadów węglowych, myjemy ją z osadów olejowych, usuwamy osady węglowe ze ścian komór spalania metalową szczotką.
3. Dokładnie sprawdź głowicę cylindrów. Nie powinny mieć pęknięć. Na powierzchniach roboczych łożysk wałków rozrządu oraz ściankach otworów popychaczy nie powinno być żadnych rys i śladów nalotu metalu. Prowadnice i gniazda zaworów muszą ściśle przylegać do korpusu głowicy, bez śladów ich mieszania podczas pracy rozrządu. Zawory i ich gniazda nie mogą mieć pęknięć ani śladów nadpaleń.
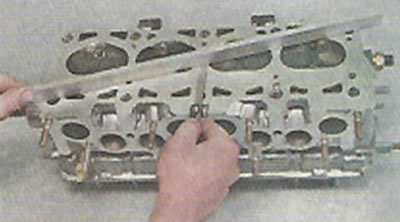
4. Sprawdź płaskość głowicy.
Wskazówka: Wymaga to specjalnego szablonu, ale jeśli go nie ma, możesz również sprawdzić dolną płaszczyznę krycia głowy z wystarczającym stopniem dokładności za pomocą szerokiej linijki ślusarskiej.
Próbka (linijka) aplikujemy krawędzią do płaszczyzny krycia po przekątnej głowy.
Dbamy o to, aby nie było szczeliny między krawędzią szablonu (władcy) i płaszczyzna głowy. Szczelinę można zaobserwować zarówno w środkowej części płaszczyzny, jak i wzdłuż jej krawędzi. Mierzymy szczelinę wzdłuż obu przekątnych za pomocą zestawu płaskich sond.
Maksymalna dopuszczalna szczelina wynosi 0,1 mm.
Rekomendacje. Jeśli szczelina jest większa niż dopuszczalna, głowicę należy wymienić.
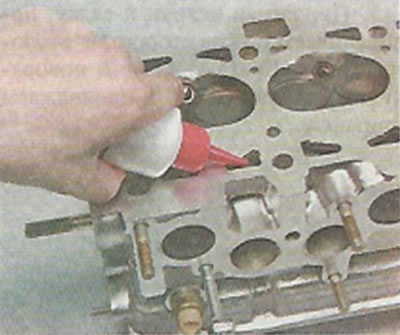
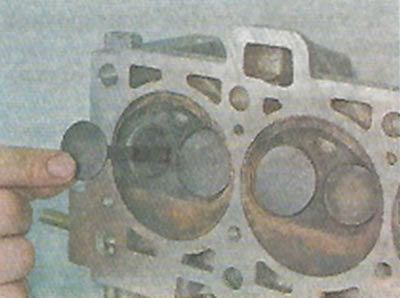
5. Sprawdź szczelność głowicy bloku. Aby to zrobić, zamknij okno doprowadzania chłodziwa do termostatu za pomocą korka na końcowej powierzchni głowicy.
Odwracamy głowę i wypełniamy jej wewnętrzne wnęki na płyn chłodzący naftą.
7. Upewniamy się, że nie ma wycieku nafty z głowicy bloku.
Jeśli poziom nafty w którejkolwiek komorze spada, jeden lub oba zawory są nieszczelne.

Rekomendacje. W przypadku stwierdzenia wycieku głowica bloku musi zostać naprawiona lub wymieniona.
Docieranie
1. Zdejmij uszczelkę trzpienia zaworu («Uszczelki olejowe - wymiana»).
2. Wyjąć zawór z tulei prowadzącej.
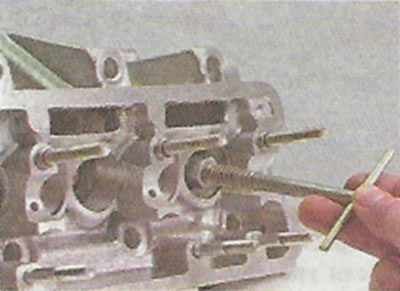
3. Nałożyć pastę docierającą na krawędź roboczą zaworu.

4. Instalujemy zawór w głowicy bloku i mocujemy urządzenie do docierania zaworów na jego trzpieniu.
5. Dociskając zawór do gniazda, obróć go z boku na bok. Po 10-15 skokach obróć zawór o 90°i kontynuuj docieranie.
6. Docieranie odbywa się do momentu utworzenia jednolitego pierścieniowego znaku na dysku zaworu...

...i jego siodło.
7. Usuń resztki pasty docierającej z zaworu i jego gniazda.
8. Podobnie szlifujemy pozostałe zawory.
9. Po szlifowaniu ponownie sprawdzamy szczelność zaworów (patrz wyżej).
10. Jeśli nafta nie znika, załóż nowe uszczelnienia trzpienia zaworu i zawór w odwrotnej kolejności do demontażu.