
Veți avea nevoie de: o lampă portabilă, un set de sonde plate, o riglă, un șubler, un șubler, un micrometru, o racletă.
1. Curăţaţi capul pistonului de depunerile de carbon. Dacă pistonul are urme de zgârieturi, urme de ardere, zgârieturi adânci, crăpături, înlocuiți pistonul. Curățați canelurile pentru segmentele pistonului. Este convenabil să faceți acest lucru cu o bucată din inelul vechi.

2. Curăţaţi orificiile de scurgere a uleiului cu o bucată de sârmă adecvată.
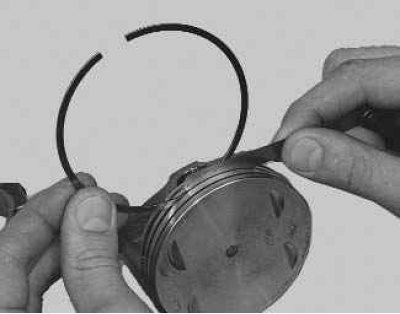
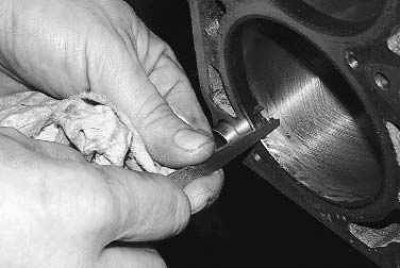
3. Verificați jocul dintre inele și caneluri de pe piston, în prealabil având inelele curățate de un depozit.

Distanță nominală, mm:
- 0,04–0,075 - inel de compresie superior 1;
- 0,03–0,065 - inel de compresie inferior 2;
- 0,02–0,055 - inel răzuitor de ulei 3.
Distanța maximă admisă pentru toate inelele este de 0,15 mm.
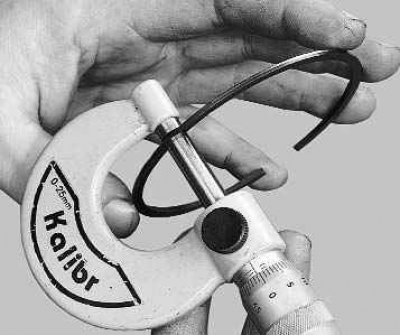
4. Cele mai precise goluri pot fi determinate prin măsurarea inelelor și canelurilor de pe piston. Pentru a face acest lucru, măsurați grosimea inelelor cu un micrometru în mai multe locuri din jurul circumferinței, apoi utilizați un set de calibre pentru a măsura lățimea canelurilor și în mai multe locuri din jurul circumferinței. Calculați clearance-urile medii (diferența dintre grosimea inelului și lățimea canelurii). Dacă cel puțin unul dintre goluri depășește maximul admis, înlocuiți pistonul cu inele.
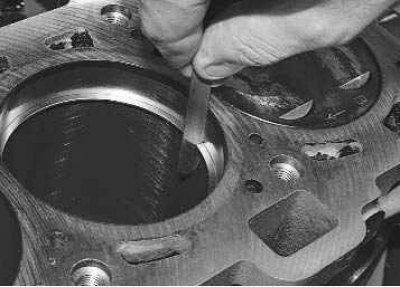
5. Măsurați golurile din încuietorile inelelor introducând inelul într-un dorn special. Dacă nu există dorn, introduceți inelul în cilindrul în care a funcționat (sau va funcționa dacă inelul este nou), mutați pistonul ca un dorn în cilindru, astfel încât să fie instalat în cilindru în mod uniform, fără distorsiuni și măsurați decalajul din blocarea inelului cu un calibre. Distanța nominală trebuie să fie de 0,25–0,45 mm, maxim admisibil (ca urmare a uzurii) - 1,0 mm. Dacă spațiul depășește limita, înlocuiți inelul.
6. Dacă distanța este mai mică de 0,25 mm, șlefuiți cu grijă capetele inelului cu o pilă cu ac.
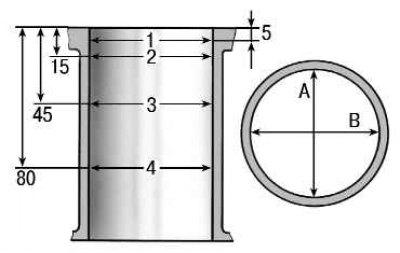
Orez. 5.14. Diagrama de măsurare a cilindrului
7. Măsurați diametrele cilindrilor în două plane perpendiculare (orez. 5.14) (B - de-a lungul, A - peste blocul cilindrilor) și patru curele (1, 2, 3 și 4). Pentru a face acest lucru, aveți nevoie de un dispozitiv special - un șubler. Dimensiunea nominală a cilindrului (Vezi tabelul. 5.1), ovalitatea și conicitatea nu trebuie să depășească 0,05 mm. Dacă valoarea maximă a uzurii este mai mare de 0,15 mm sau nerotunzimea depășește valoarea specificată, aleezați cilindrii până la cea mai apropiată supradimensionare a pistoanelor, lăsând un aport de 0,03 mm pentru diametrul de șlefuire. Apoi șlefuirea cilindrilor, menținând un astfel de diametru încât la instalarea pistonului, jocul calculat între acesta și cilindru a fost de 0,025–0,045 mm. Depanarea, alezarea și șlefuirea blocului trebuie efectuate în ateliere cu echipamente speciale.
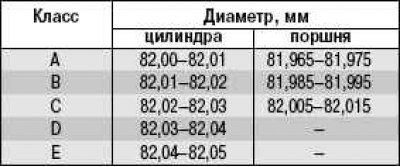
Tabelul 5.1. Dimensiunile nominale ale cilindrilor și pistoanelor
8. Verificați abaterea de la planeitatea suprafeței unei prize a blocului cu cap de cilindri. Atașați un șubler (sau riglă) randul de sus:
- în mijlocul blocului;
- în direcții longitudinale și transversale;
- de-a lungul diagonalelor planului.
În fiecare poziție cu un ecartament plat, determinați distanța dintre riglă și plan. Aceasta este abaterea de la planeitate. Dacă abaterea depășește 0,1 mm, înlocuiți blocul.

9. Verificați jocul dintre pistoane și cilindri. Jocul este definit ca diferența dintre diametrele măsurate ale pistonului și cilindrului. Distanța nominală este de 0,025–0,045 mm, distanța maximă admisă este de 0,15 mm. Dacă distanța nu depășește 0,15 mm, pistoanele din clasele ulterioare pot fi selectate astfel încât distanța să fie cât mai aproape de nominală. Dacă distanța depășește 0,15 mm, găuriți cilindrii și instalați pistoanele de supradimensionare corespunzătoare. Măsurați diametrul pistonului la o distanță de 10 mm de marginea inferioară a mantalei într-un plan perpendicular pe bolțul pistonului.
10. La înlocuirea pieselor bielei și grupului de pistoane, este necesar să selectați pistoanele pentru cilindri pe clasă și un grup în funcție de greutate, precum și știfturile de pistoane pentru pistoane pe clasă și bielele în funcție de greutate. Pentru a potrivi pistoanele cu cilindri, calculați distanța dintre ele. Pentru comoditatea selectării pistoanelor pentru cilindri, acestea sunt împărțite în funcție de diametre în cinci clase până la 0,01 mm: A, B, C, D, E (fila. 5.1).
Piesele de schimb sunt furnizate cu pistoane de dimensiune nominală de trei clase: A, C, E și două dimensiuni de reparație (Dimensiunea prima reparație - mărită cu 0,4 mm, a doua - cu 0,8 mm).
După masă, pistoanele sunt împărțite în trei grupe: normale, mărite cu 5 g și reduse cu 5 g. Pistoane din același grup trebuie instalate pe motor.
Pentru pistoanele supradimensionate, piesele de schimb sunt furnizate cu inele supradimensionate marite cu 0,4 si 0,8 mm. Pe inelele de prima dimensiune a reparației este ștampilat un număr «40», a 2-a - «80».
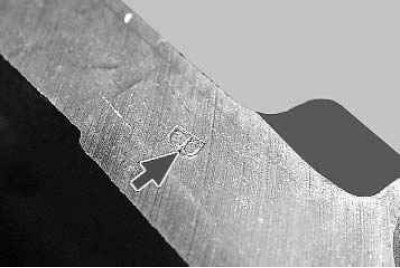
11. Denumirile clasei de cilindri sunt în relief pe planul inferior al blocului (suprafață de împerechere pentru baia de ulei) vizavi de fiecare cilindru.
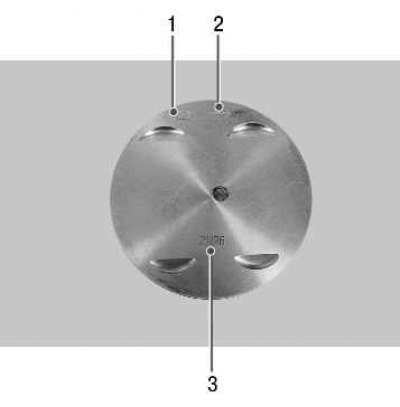
12. Pe fundul pistonului sunt ștampilate următoarele date: 1 - clasa pistonului după diametru; 2 - o săgeată care arată direcția de instalare a pistonului; 3 - model de motor.

13. Înlocuiți degetele crăpate. Degetul ar trebui să intre cu ușurință în piston cu forța degetului mare. Introduceți degetul în piston. Dacă se simte joc la scuturarea degetului, înlocuiți pistonul. Când înlocuiți un piston, selectați un deget în funcție de clasă.
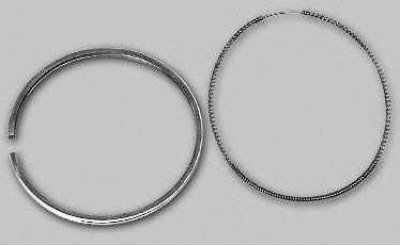
14. Înlocuiți inelele rupte și expandorul inelului de ulei.

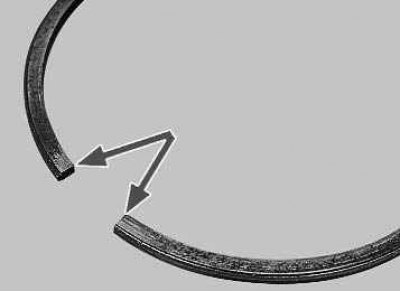
15. Înlocuiți inelele rupte sau crăpate care țin știftul pistonului. Capetele inelelor de reținere trebuie să fie în același plan. Înlocuiți inelele îndoite.
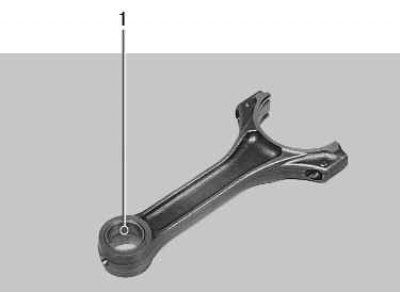
16. Înlocuiți bielele îndoite. Înlocuiți biela dacă există urme și zgârieturi adânci în manșonul 1 al capului superior. Înlocuiți biela dacă, în timpul demontării motorului, se constată că lagărele bielei s-au învârtit în biela.
Atenţie! Bielele sunt prelucrate împreună cu capacele, astfel încât nu pot fi demontate.

17. Introduceți un deget în capul superior al unei tije. Dacă se simte joc când degetul este mișcat, înlocuiți biela. Bielele complete cu capace sunt împărțite în clase în funcție de masa capetelor superioare și inferioare.
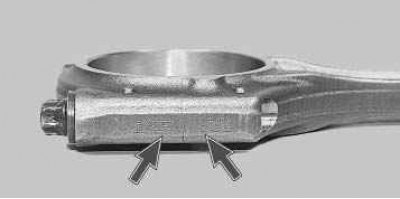
18. În motor trebuie instalate biele din aceeași clasă. Marcajul bielei este pe capul de jos și pe capacul bielei.

19. În cazul în care există riscuri profunde, zgârieturi, spărturi pe suprafețele pe care lucrează garniturile, arborele cotit trebuie înlocuit.

20. Măsurați șuruburile principale și de biela ale arborelui cotit. Diametre nominale ale fustelor arborelui cotit, mm:
- indigenă - 50.799–50.819;
- biela - 47.830–47.850.
Dacă uzura sau ovalitatea gâturilor depășește 0,03 mm, acestea trebuie șlefuite la cea mai apropiată dimensiune de reparație.
Există patru dimensiuni de reparație cu o scădere a diametrului gâtului, mm:
- primul - 0,25;
- al doilea - 0,5;
- a treia - 0,75;
- a patra - 1.00.
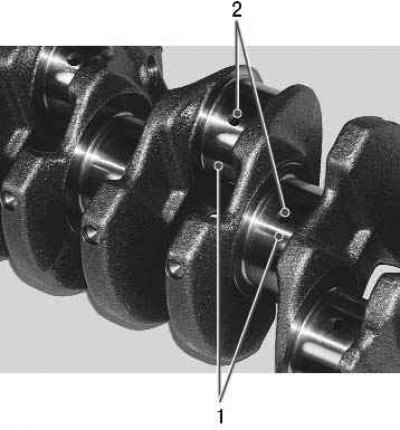
21. Dacă există zgârieturi minore, riscuri, zgârieturi pe suporturile principale și bielei 1, trebuie să le șlefuiți la cea mai apropiată dimensiune de reparație. Această lucrare se recomandă să fie efectuată într-un atelier specializat. După șlefuire, lustruiți gâturile și ștergeți marginile ascuțite ale teșiturilor canalelor de ulei 2 cu un con abraziv. Spălați arborele cotit și suflați canalele de ulei cu aer comprimat. Ovalitatea și conicitatea tuturor gâturilor după șlefuire nu trebuie să depășească 0,005 mm. După șlefuirea gâturilor, instalați bucșele de dimensiuni de reparare.
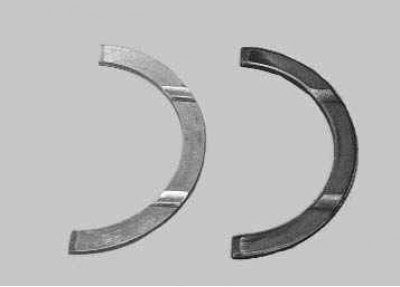
22. Dacă există urme, riscuri și delaminări pe suprafețele de lucru ale semi-inelelor de împingere, înlocuiți semi-elele. Este interzisă efectuarea oricăror lucrări de montare pe semi-inele.
23. Măsurați jocul axial al arborelui cotit. Pentru a face acest lucru, instalați arborele cotit și inelele de împingere în blocul cilindrilor și strângeți șuruburile care fixează capacele rulmentului principal (cm. «Ansamblu motor»).
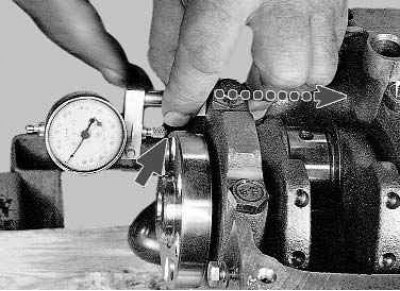
24. Instalați indicatorul astfel încât piciorul acestuia să se sprijine pe flanșa arborelui. Glisați arborele cotit departe de indicator până când se oprește și setați acul indicatorului la zero. Glisați arborele înapoi. Indicatorul va arăta decalajul. Jocul axial nominal al arborelui cotit este de 0,06–0,26 mm, maximul admis este de 0,35 mm. Dacă distanța depășește limita maximă admisă, înlocuiți semi-elele de tracțiune.
Piesele de schimb sunt furnizate cu semi-inele de tracțiune de două dimensiuni: nominal - 2,31–2,36 mm și reparație (crescut cu 0,127 mm) - 2.437–2.487 mm.

25. Inspectați biela și rulmenții principali. Înlocuiți căptușelile cu fisuri, zgârieturi, ciobiri. Este interzisă efectuarea oricăror lucrări de reglare pe căptușeli.
Grosimea nominală a căptușelii, mm:
- indigenă - 1.824–1.831;
- biela - 1.723–1.730.
Inserțiile sunt furnizate în piese de schimb de patru dimensiuni de reparație, grosime sporită, mm:
- primul - cu 0,25;
- al doilea - cu 0,50;
- al treilea - cu 0,75;
- al patrulea - până la ora 1.00.
26. Verificați jocurile între frunzele libere ale lagărelor radicale și gâturile arborelui cotit. Această lucrare se recomandă să fie efectuată într-un atelier specializat. Măsurați diametrele fustelor și rulmenților principali instalând capacele rulmentului pe bloc și strângându-le la cuplul corect. Calculați clearance-ul. Distanțe între rulmenți și fuste ale arborelui cotit:
- principalele directii (nominal 0,026–0,073 mm, maxim admisibil 0,15 mm);
- rulmenți de biele (nominal 0,02–0,07 mm, maxim admisibil 0,1 mm).
Dacă distanța depășește valoarea maximă admisă, arborele cotit trebuie șlefuit la următoarea dimensiune de reparație.
Atenţie! Atunci când slefuiți din nou tija de legătură și suporturile principale ale arborelui cotit la dimensiunea reparației pe primul obraz al arborelui cotit, este necesar să puneți ștampila adecvată, de exemplu, W 0,25 și respectiv K 0,25.
27. Într-un atelier de specialitate, puteți măsura curățarea fustelor arborelui cotit.
Beat ar trebui să fie:
- jurnalele principale și suprafața de așezare a angrenajului de antrenare a pompei de ulei nu mai mult de 0,03 mm;
- suprafața de aterizare a volantului nu este mai mare de 0,04 mm;
- suprafața de aterizare pentru scripete și garnituri nu este mai mare de 0,05 mm.

28. Curăţaţi bine şi spălaţi canalele de ulei ale arborelui cotit.

29. Nu este recomandat să scoateți singur ștecherele, pentru aceasta, contactați un atelier specializat.
30. Curățați temeinic suprafețele blocului cilindric de resturile garniturilor de etanșare vechi. Verificați cu atenție blocul. Dacă se găsesc fisuri, blocul trebuie înlocuit complet cu capace de lagăr principal.
31. Verificați etanșeitatea unei cămașe de răcire a blocului de cilindri. Pentru a face acest lucru, astupați orificiul pentru pompa de apă (instalarea unei pompe cu garnitură) și turnați antigel în cămașa de răcire. Dacă o scurgere este vizibilă în orice loc, atunci blocul are scurgeri și trebuie înlocuit.
32. Inspectați cilindrii. Dacă există zgârieturi, zgârieturi, coji și alte defecte pe oglinda cilindrului, alezați cilindrii la dimensiunea reparației (aceasta lucrare se recomanda a fi efectuata intr-un atelier specializat) sau înlocuiți blocul cilindrilor. Cu diverse defecte mai adânci de 0,8 mm, unitatea nu poate fi reparată și trebuie înlocuită.
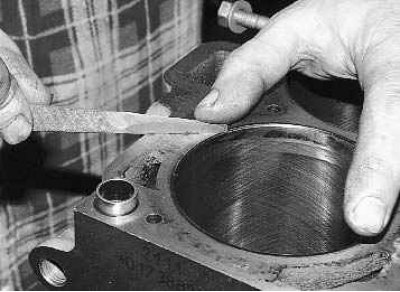
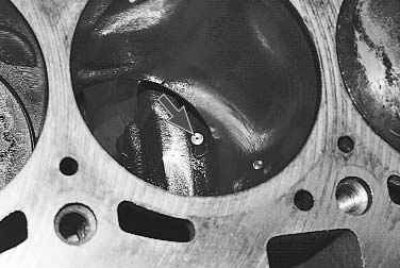
33. Îndepărtați un depozit în partea superioară a cilindrilor. Dacă acolo s-a format o curea din cauza uzurii cilindrului, îndepărtați-o cu o racletă.
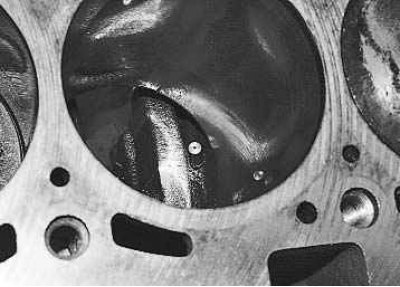
34. Verificați prezența duzelor pentru răcirea fundului pistonului și fermitatea aterizării acestora în deschiderile patului blocului de cilindri.