
Требаће вам трн клипног прстена да бисте обавили посао.
Повлачење
1. Уклоните главу цилиндра («Глава цилиндра - уклањање и уградња»).
2. Уклоните посуду за уље мотора («Картер за уље мотора - уклањање, замена заптивки и уградња»)
3. Уклоните сакупљач уља («Унос уља - уклањање и уградња»).
4. Окретањем радилице помоћу завртња који причвршћује његову ременицу кључем од 17 мм, поставите клип првог цилиндра у доњи положај.
5. Користећи ТОРКС Е10 кључ, одврните две матице које причвршћују поклопац клипњаче првог цилиндра.
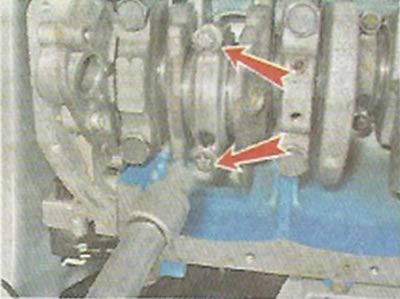
6. Скините поклопац клипњаче.

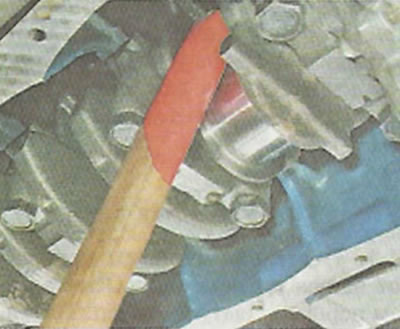
7. Наслонивши ручку чекића на клип, гурнемо је нагоре.
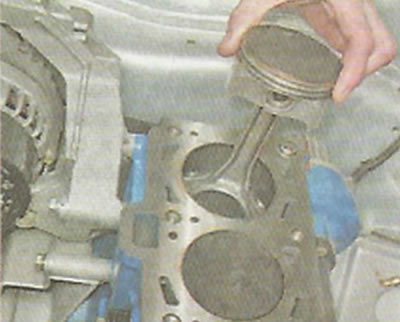
8. Уклоните клип из цилиндра.
9. Извадимо лабаве листове са шипке и њеног поклопца.
10. Клип фиксирамо клипњачом у шкрипцу. Благо ширећи браву прстена, уклоните горњи компресијски прстен. Слично, уклоните доњи компресијски прстен, прстен за стругање уља и његов експандер.
Савет. Прстенови су танки, а како их не би сломили, изрежите траку од пластичне боце мало краће од обима клипа. Доведите ивицу ове траке испод браве горњег компресијског прстена, а затим у круг испод целог прстена.
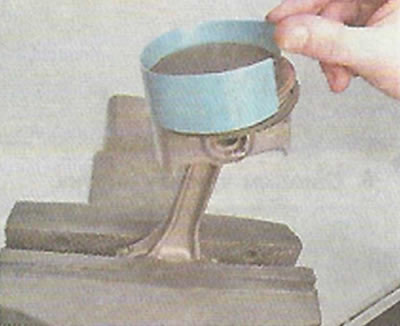
Скините траку заједно са прстеном са клипа. На исти начин уклоните други компресијски прстен и прстен за стругање уља.
Коментар. Сврсисходност замене прстенова зависи од степена истрошености цилиндара. Мало једнолично хабање цилиндра (унутар 0,05 мм) може се надокнадити уградњом клипа друге класе већег пречника («Клип и клипњача - замена»).
Инсталација
1. Темељно очистите клип од наслага и наслага угљеника. Испитујемо клип, клипњачу и палице. Пукотине су неприхватљиве.
Коментар. Нове прстенове бирамо у складу са пречником клипа - номиналном или поправком.
2. Пре уградње нових прстенова са сетом сонди, меримо размак између клипног прстена и зида жлеба у који је прстен уграђен.

Коментар. Дозвољени размаци између зидова жлеба и клипних прстенова приказани су у табели. 8.1.3. Ако зазор прелази максимално дозвољени, клип се мора заменити.
Табела 8.1.4. Дозвољени размаци између зидова жлебова и клипних прстенова
| Прстен | Размак, мм |
| Горњи компресиони прстен | 0,04-0075 |
| Доњи компресиони прстен | 0,03-0,065 |
| Прстен за стругање уља | 0,02-0,055 |
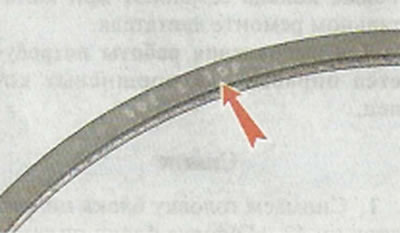
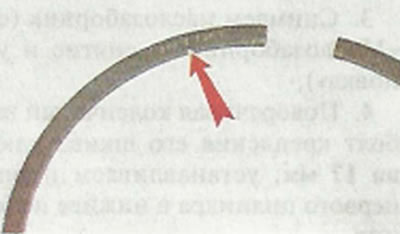
3. За одабир клипних прстенова према термичком размаку, уграђујемо прстенове заузврат у цилиндар блока до дубине од 20-30 мм и одредимо размак у брави са сетом равних сонди.

Коментар. Максимални дозвољени термички клиренс током хабања (за коришћене прстенове) - 7 мм, зазор за нове прстенове 0,25-0,45 мм. Ако размак прелази максимално дозвољени, прстен се мора заменити.
4. Стављамо прстенове на клип. У исто време, прстен за стругање уља...
... и уградите компресијски прстен! натпис «ТОР» горе.
Уграђујемо нове прстенове на клип, почевши од експандера прстена за стругање уља.

Користећи трн, стављамо прстен за стругање уља, а затим доњу компресију (стављамо прстенове на трн и пажљиво померамо надоле док се не уграде у жлеб).

Стављамо горњи компресиони прстен без трна: ширењем браве прстена (не више него што је потребно за постављање прстена на клип), прво покрећемо браву на клипу, а затим на задњем делу прстена.
5. Окрећемо њихове браве тако да се налазе под углом од 120°једна у односу на другу. Брава експандера мора бити ротирана за 180°у односу на прстенасту браву.
6. Подмажите зид цилиндра чистим моторним уљем...
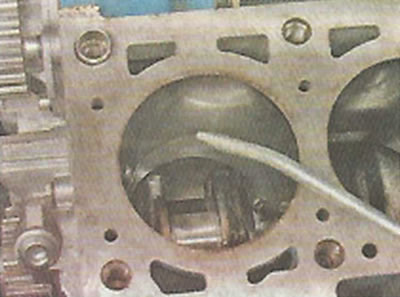
...и спољну површину клипа.

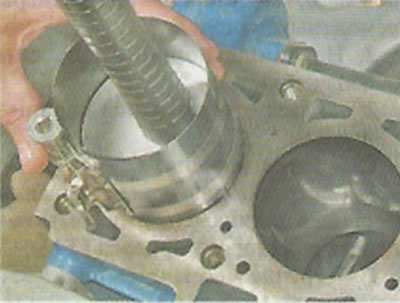
7. Постављамо трн на клип и савијамо прстенове са њим, периодично лупкајући трн за самопоравнање прстенова са ручком чекића.

Упозорење! Поклопци клипњаче нису заменљиви. На мотор се може инсталирати «раздвојене клипњаче», чији се поклопци израђују посебном методом). Контактне површине поклопца и клипњаче су неравне, што обезбеђује савршено уклапање делова током монтаже.

8. Осушимо облоге кревета у клипњачу и поклопцу и уградимо облоге у њих.

9. Подмажите унутрашњу површину кошуљица чистим моторним уљем.

10. Уградите клип у блок цилиндар.
Упозорење! Стрелица на круни клипа мора да показује ка ременици радилице.
11. Притиском трна на блок и ударањем клипа чекићем по дну чекића, клип потопимо у цилиндар (истовремено контролишемо кретање клипњаче до рукавца радилице).
12. Постављамо поклопац на клипњачу и затегнемо вијке на обртни момент од 43,32-53,51 Н м (4,42-5,46 кгф м).

Остала три клипа се склапају и постављају на исти начин.
Након уградње свих клипова, састављамо мотор обрнутим редоследом од његовог растављања.