Да бисте обавили посао, биће вам потребан мерач проврта и трн клипног прстена.
Демонтажа
1. Уклоните клипне прстенове са клипа («Клипни прстенови и лежајеви клипњаче - замена»).
2. Шилом или шрафцигером са танким сечивом одвојите и уклоните прстен за закључавање клипа из жлеба.

Препорука. Ако су жљебови причврсних прстенова заглављени, у урезима и прстенови у њима нису добро причвршћени, клип треба заменити.
3. Са меком металном шипком пречника 16-18 мм, изгурамо клипну осовину и уклонимо клип са клипњаче.

Преглед
За нове моторе размак између клипа и цилиндра је 0,025-0,045 мм и биће подешен уградњом клипова исте класе као и цилиндри. Класа клипа и цилиндра означена је латиничним словима, која су избијена на доњој површини за спајање блока цилиндра...
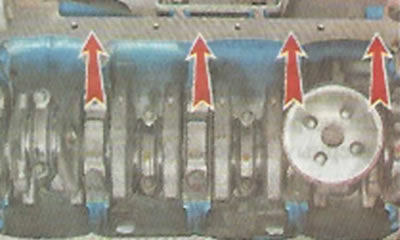
...и на дну клипа. Стрелица на клипу показује ка предњем крају радилице.
Коментар. Како да користите чељуст, погледајте приложена упутства или стручну литературу.
1. Са мерачем проврта проверавамо хабање зидова цилиндара.
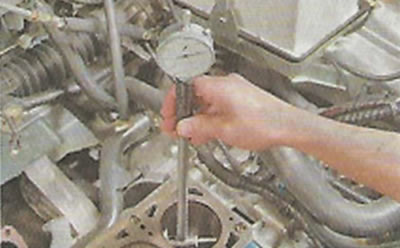
Мерења се врше у четири појаса (3, 10, 60 и 112 мм од горње ивице цилиндра) у уздужном и попречном правцу мотора. У горњем појасу, цилиндар се не истроши. Разликом у очитавању чељусти у различитим каишевима одређујемо степен истрошености сваког цилиндра.
2. Након што смо измерили пречник сукње клипа микрометром, утврђујемо њено хабање.
Препорука. Мало једнолично хабање цилиндра (унутар 0,05 мм) можете покушати да надокнадите уградњом клипа друге класе већег пречника.
Ако је максимално хабање 0,15 мм или више, потребно је пробушити цилиндре и уградити превелике клипове.
Избор клипова и прстију
За нове моторе размак између клипа и цилиндра је 0,025-0,045 мм и поставља се уградњом клипова исте класе као и класа цилиндра.
1. Са мерачем проврта проверавамо хабање зидова цилиндара (види горе).
Пречници цилиндара подељени у пет класа величина (види табелу. 8.1.5). Класа сваког цилиндра је утиснута на доњој спојној површини блока цилиндра.
Табела 8.1.5. Класе цилиндара по пречнику
| Ознака | Пречник, мм |
| А | 82,00-82,01 |
| ИН | 82,01-82,02 |
| ВИТХ | 82,02-82,03 |
| D | 82,03-82,04 |
| Е | 82,04-82,05 |
Препорука. Мало једнолично хабање цилиндра (унутар 0,05 мм) могуће је надокнадити уградњом клипа друге класе већег пречника.
Ако је максимално хабање 0,15 мм или више, потребно је пробушити цилиндре и уградити превелике клипове.
За димензије клипова за поправку предвиђен је отвор цилиндра од 0,4 мм и 0,8 мм.
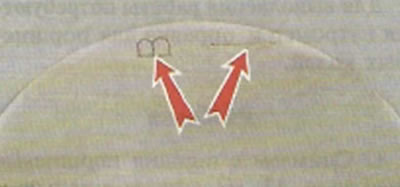
2. На дну клипа су означени, где:
- 2 - све рупе за клипну осовину;
- Ц - класа клипа;
- ← - стрелица за оријентацију клипа у цилиндру (треба да буде усмерена ка временском погону);
- Г - група маса клипа.

Према пречнику отвора за клипну осовину, клипови се деле на класу ори (1, 2, 3) - кроз 0,004 мм.
Спољни пречник клипова је подељен у пет класа (А, Б, Ц, Д. Е) — преко 0,01 мм (мерено у равни окомитој на клип на растојању од 55 мм од круне клипа).
Величина клипова је номинална и две величине за поправку. Клипови називне величине нису означени. Клипови прве поправне величине се производе са пречником повећаним за 0,4 мм и означени су симболом «д». Клипови друге поправне величине имају пречник повећан за 0,8 мм и симбол са симболом «□».
На мотору сви клипови морају бити исте масене групе. Клипови номиналне групе су означени симболом «Г». Означени су клипови са повећаном и смањеном масом од 5 г «+» * И «—» редом.
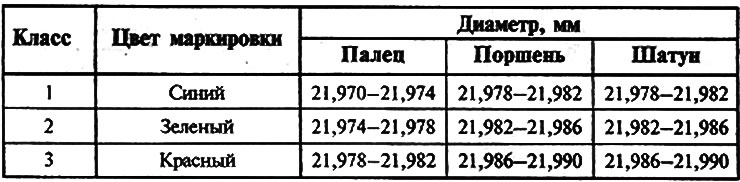
Класа прста је означена бојом на његовом крају.

Према спољашњем пречнику, прсти се деле на класу ори (плава, зелена и црвена), кроз 0,004 мм.
Да би се олакшао избор прста до отвора клипа, потребна класа прста је означена на његовој унутрашњој страни бојом.

Потребна класа клина је назначена на поклопцу клипњаче 2. Клипњаче су подељене у класе према маси глава. Ознака Мамосноие на поклопцу клипњаче 1...
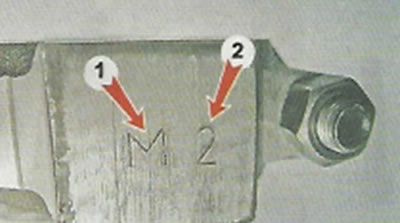
...или фарба.
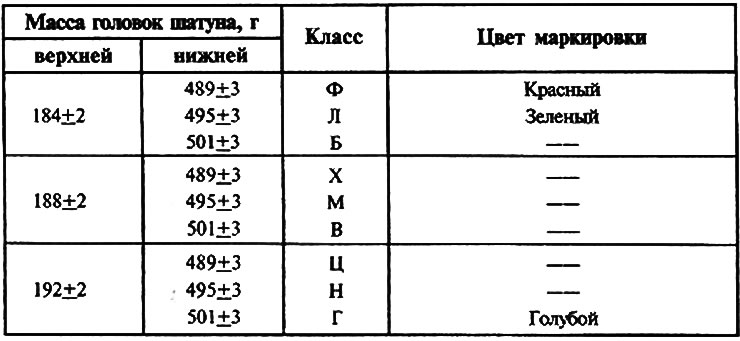
Упозорење! На мотору морају бити уграђене клипњаче исте тежине (види табелу. 8.1.6).
Табела 8.1.6. Класе клипњача али маса
Табела 8.1.7. Класе клипних клинова према спољашњем пречнику и пречнику отвора клипа