
- спеціальний шаблон або широка слюсарна лінійка;
- набір плоских щупів;
- пристрій для притирання клапанів;
- притиральна паста.
Перевірка
1. Знімаємо головку блоку циліндрів (див «Головка блоку циліндрів - зняття та встановлення»).
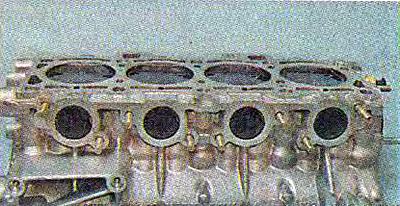
2. Очищаємо головку блоку та корпус підшипників від бруду та нагару, відмиваємо її від масляних відкладень, металевою щіткою видаляємо нагар зі стінок камер згоряння.
3. Уважно оглядаємо головку блоку та корпус підшипників. На них не повинно бути тріщин. На робочих поверхнях опор розподільних валів, корпусу підшипників та стінках посадкових отворів гідроштовхачів не повинно бути задир і слідів наволакування металу. Напрямні та сідла клапанів повинні щільно сидіти в тілі головки, без слідів їх зміщення при роботі ГРМ. Клапани та їх сідла не повинні мати тріщин та слідів прогорання.
4. Перевіряємо площинність головки блоку циліндрів спеціальним шаблоном.
Зауваження. Якщо шаблону немає, то перевірити нижню привалочну площину головки з достатньою точністю можна за допомогою широкої слюсарної лінійки. Ребром прикладаємо лінійку по діагоналі до площини головки. Переконуємося у відсутності зазору між ребром лінійки та площиною головки. Зазор може спостерігатися як у середній частині площини, так і на її краях. Вимірювання зазору проводимо по обох діагоналях набором плоских щупів.
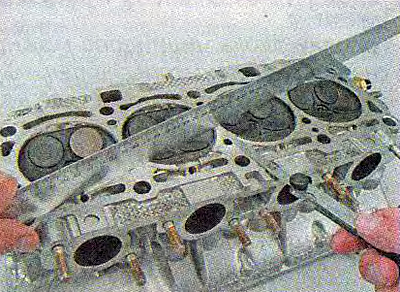
Максимально допустимий зазор – 0,1 мм.
Якщо зазор більше допустимого, головка підлягає фрезеруванню площині привалки або заміні.
Попередження! Замінювати головку блоку циліндрів слід лише у комплекті із корпусом підшипників.
5. Перевіряємо герметичність головки блоку. Для цього на торцевій поверхні головки заглушуємо вікно подачі рідини, що охолоджує, до термостата (можна встановити патрубок термостата, підклавши під нього прокладку, вирізану з листової гуми). Перевертаємо голівку та заповнюємо її внутрішні порожнини для охолоджуючої рідини гасом.
6. Переконуємось у відсутності витоку гасу з головки блоку.
Рекомендація. У разі виявлення витоку, а також при виявленні раковин на площині привалки, можна спробувати відремонтувати головку блоку за допомогою холодного зварювання або замінити її.
7. Для перевірки герметичності клапанів головки блоку укладаємо її на горизонтальній поверхні валковою площиною вгору.
8. Заповнюємо камери згоряння головки блоку гасом і чекаємо кілька хвилин. Якщо рівень гасу в камері знижується, значить, негерметичний один або обидва клапани.
Рекомендація. Негерметичність клапанів можна усунути притиранням за відсутності на тарілці та сідлі клапана тріщин, вибоїн та механічних пошкоджень.
1. Знімаємо маслознімний ковпачок із клапана (див «Маслознімні ковпачки - заміна»).
2. Виймаємо клапан із напрямної втулки.

3. Наносимо на кромку клапана притиральну пасту.

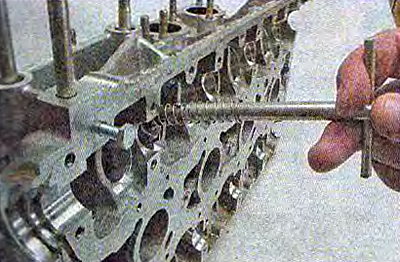
4. Встановлюємо клапан в головку блоку та закріплюємо на його стрижні пристосування для притирання клапанів.
5. Притискаючи клапан до сідла, повертаємо його з боку на бік. Після 10-15 рухів повертаємо клапан на 90°і продовжуємо притирання.
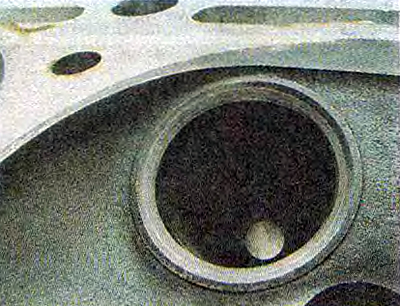
6. Притирання проводимо до утворення рівномірного кільцеподібного обода на тарілці клапана.

...і його сідлі.
7. Видаляємо залишки притиральної пасти з клапана та його сідла.
8. Встановлюємо клапан на місце у послідовності, зворотній зняттю.
Рекомендація. При складанні встановлюємо нові маслознімні ковпачки.
9. Аналогічно притираємо інші клапани.